
Giới thiệu: What Is Cold Rolled Electrical Steel?
Cold rolled electrical steel (CRGO – Grain Oriented and CRNGO – Non-Grain Oriented) is a precision-engineered steel product essential for modern electrical applications like transformers, Động cơ, và máy phát điện. It is prized for its high magnetic permeability and low core loss. But how is this highly technical material made?
Let’s walk you through the entire production process, from molten steel to neatly packaged coils.
1. Steelmaking in Basic Oxygen Furnace (BOF) or Electric Arc Furnace (EAF)
The journey begins with ironmaking and steel refining. Depending on the route, the process may involve:
- Basic Oxygen Furnace (BOF) for large-scale production using hot metal and scrap.
- Electric Arc Furnace (EAF) for recycling steel scrap.
At this stage, raw iron is converted into low-impurity molten steel suitable for electrical applications.
2. Secondary Refining (Ladle Furnace + RH Degassing)
To meet the strict magnetic and chemical requirements of electrical steel:
- Ladle Furnace (LF) helps adjust temperature and composition.
- RH Degassing removes hydrogen and other gases that affect insulation resistance and magnetic properties.
3. Continuous Casting into Slabs
The purified molten steel is cast into continuous slabs. This solidification process directly affects the final grain structure and uniformity of the product.
4. Hot Rolling
The slabs are reheated and hot-rolled into intermediate thickness strips. This stage determines:
- Initial grain orientation
- Slab surface quality
After hot rolling, the strips are air-cooled and coiled.
5. Pickling and Cold Rolling
The hot rolled coils are pickled in acid to remove oxide scale, then cold rolled in multiple passes to:
- Achieve desired thickness (as thin as 0.20mm or less)
- Improve surface finish
- Control mechanical properties
6. Intermediate Annealing (Optional for CRGO)
For CRGO steel, an intermediate annealing step realigns the grains before further cold rolling. This is crucial to achieve Goss texture (grain orientation favorable for magnetic flow).
7. Final Annealing and Decarburization
The strips undergo:
- High-temperature final annealing to achieve desired microstructure
- Decarburization to reduce carbon content, which improves insulation and reduces magnetic loss
In CRGO, this step develops the sharp grain orientation for high permeability and low core loss.
8. Coating (Insulation Coating Application)
Electrical steel requires a thin, uniform insulating coating that:
- Prevents eddy current loss
- Provides corrosion protection
- Maintains interlaminar resistance
Depending on usage, coatings may be organic, inorganic, or a combination.
9. Slitting and Trimming
The annealed and coated coils are then slit into narrower strips or trimmed to precise customer widths. This step is critical for transformer cores, motor laminations, and stamping applications.
10. Final Packaging and Quality Inspection
Before delivery, coils are:
- Visually inspected and tested for thickness, lớp phủ, độ phẳng, magnetic properties, vân vân.
- Packed in anti-rust wrapping, often with protective edge guards, for international shipping
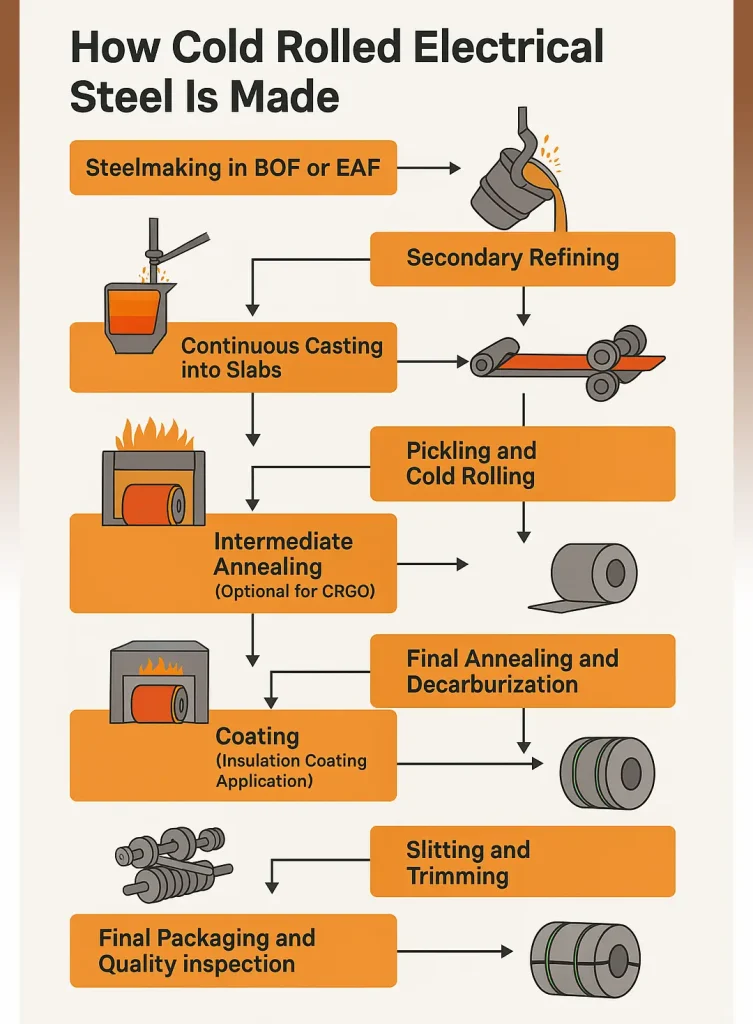
Process Flow Diagram (Infographic Summary)
Why This Process Matters
The precision in each step directly impacts the energy efficiency, độ bền, Và magnetic performance of electrical appliances. Choosing the right supplier with complete process control is crucial for quality assurance.
Phần kết luận
From converter steelmaking to advanced cold rolling, electrical steel is the result of technical excellence and strict quality control. Understanding this process helps buyers, engineers, and manufacturers make informed decisions in transformer, EV motor, and electrical appliance industries.
If you’re sourcing CRGO or CRNGO steel, make sure to partner with a reliable supplier who masters every stage of this process.


