I. Descripción general & Normalización
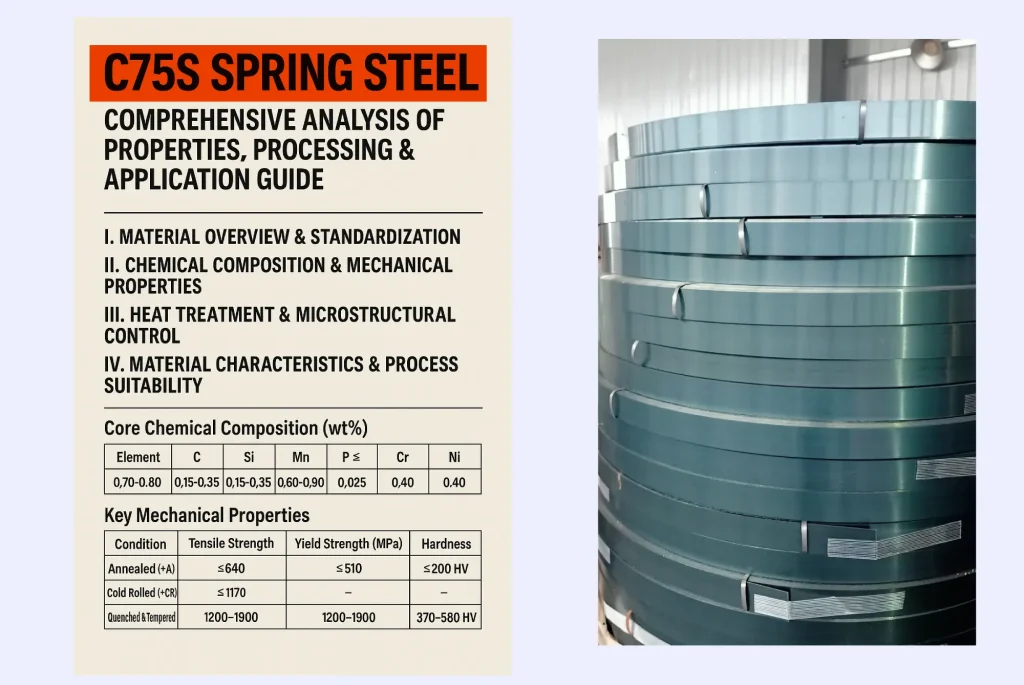
C75S es un carbono alto, acero de primavera sin aleación estandarizado bajo el alemán Din en 10132-4 especificación. Corresponde a GB/T chino 75, AISI americano 1075, y estándares japoneses de jis s75cm. Sus características centrales son un alto límite elástico y una excelente resistencia a la fatiga. En condiciones de superficie comparables y enduribilidad completa, Su límite de fatiga puede coincidir con algunos aceros de primavera de aleación. Como un típico acero de primavera no aleatorio, C75S logra un equilibrio de fuerza y dureza a través del control preciso del contenido de carbono (0.70%-0.80%) y elementos de impureza (P≤0.025%, S≤0.025%). Es particularmente adecuado para la fabricación de componentes de primavera pequeños a mediano.
II. Composición química & Propiedades mecánicas
- Composición química del núcleo (WT%)
| Elemento | C | Y | Minnesota | P≤ | S≤ | Cr≤ | Ni ≤ | Mo, |
|---|---|---|---|---|---|---|---|---|
| Contenido | 0.70-0.80 | 0.15-0.35 | 0.60-0.90 | 0.025 | 0.025 | 0.40 | 0.40 | 0.10 |
Fuente: Tu uno 10132-4:2000
- Propiedades mecánicas clave
| Condición | Resistencia a la tracción (MPa) | Fuerza de producción (MPa) | Alargamiento (%) | Dureza |
|---|---|---|---|---|
| recocido (+A) | ≤640 | ≤510 | ≥15 | ≤200 HV |
| Enrollado (+CR) | ≤1170 | – | – | ≤320 HV |
| Apagado & Templado (+QT) | 1200-1900 | – | – | 370-580 alto voltaje |
Nota: Apagado & La dureza templada corresponde a HRC 38-55, Dependiendo de la temperatura del templado.
III. Tratamiento térmico & Control microestructural
- Secuencia típica de tratamiento térmico
- Recocido: 680-710°C, horno enfriado. Alivia el estrés de mecanizado, produce perlita + estructura de ferrita, Dureza ≤200 HV, Facilitar el trabajo en frío.
- Temple: 780-820°C, Aceite o agua enfriada. Austenitización seguida de formas de enfriamiento rápida martensite, logrando la dureza de 60-64 CDH. (El enfriamiento de aceite reduce el riesgo de distorsión/agrietamiento; Apacigamiento de agua adecuado para secciones delgadas).
- Templado: 180-300°C, sostener 1-3 horas. Ajusta la dureza para 38-55 CDH, alivia tensiones internas, Forma estructura de troostitos templados, Mejorar la estabilidad elástica.
- Estudio de caso de innovación de procesos
- Franja C75S para anillos de retención logrados ≥grado 7 Tamaño de grano y capa de descarburización ≤0.06 mm a través de fabricación de acero limpia (LF + Rh Refining, Clasificación de inclusión ≤4.0) y rodamiento/enfriamiento controlado (Temperatura de finalización ≤900 ° C, temperatura de enrollamiento ≤650 ° C). Después de enfriar y templar, dureza alcanzada 53-58 CDH, cumplir con los requisitos de alta gama para la vida de fatiga (1 millones de ciclos sin agrietarse).
IV. Características del material & Idoneidad del proceso
- Ventajas del núcleo
- Rentabilidad: Carece de elementos de aleación caros.
- maquinabilidad: Estado recocido permite estampar y doblar. La tira enrollada en frío logra tolerancias de espesor apretadas (± 0.008 mm), Ideal para piezas de precisión.
- Calidad de la superficie: Rugosidad de la superficie rodeada de frío RA≤0.8 μm, a menudo eliminando la necesidad de pulir adicional para aplicaciones de primavera.
- Limitaciones
- Enduribilidad limitada: Diámetro efectivo de enfriamiento de aceite ≤12 mm. Las grandes secciones requieren enfriamiento de aceite de agua.
- Mala soldadura: Precalentamiento ≥300 ° C requerido antes de soldar; Recocido de alivio del estrés posterior a la soldado a 600 ° C necesarios.
V. Áreas de aplicación & Estudios de caso
- Campos de aplicación clave
| Sector | Productos típicos | Requisitos clave de rendimiento |
|---|---|---|
| Automotor | Muelles de diafragma de embrague, resortes de freno | Resistencia a la tracción ≥1400MPa, Límite de fatiga ≥600MPa |
| Maquinaria de Precisión | Ver resortes reales, espirales de instrumentos | Módulo elástico 210GPa, Conjunto permanente ≤0,1% |
| Fabricación de herramientas | Hojas de sierra de mano, cuchillas de corte | Dureza 52-55 CDH, Excelente resistencia al desgaste de los bordes |
| Accesorios | Muelles de amortiguador de lavadora, resortes de presión de impresora | Tasa de relajación del estrés ≤5% (150°C × 1000h) |
- Caso de aplicación innovador
- En paquetes de baterías para vehículos de nueva energía, tira C75S soldada con láser, templado a baja temperatura, forma resortes de compresión de batería. Control preciso de la dureza (42-45 CDH) y planitud (≤0,15 mm) asegurar una presión uniforme (200-300norte) en las celdas de la batería manteniendo la estabilidad en los ciclos de temperatura (-40°C a 125°C).
VI. Comparación de rendimiento con materiales de la competencia
| Propiedad | C75S (DE 1.1248) | 65Minnesota (GB/T 1222) | 55Seguro (EN 10089) |
|---|---|---|---|
| Contenido de carbono | 0.70-0.80% | 0.62-0.70% | 0.51-0.59% |
| Fuerza de producción (QT) | 1200-1600 MPa | 1100-1500 MPa | 1300-1700 MPa |
| Límite de fatiga | 550-650 MPa | 500-600 MPa | 650-750 MPa |
| Diámetro endurecible. (Aceite) | ≤12 milímetros | ≤20 milímetros | ≤30 milímetros |
Conclusión: C75S ofrece un excelente rendimiento de costo para manantiales pequeños a medios, coincidir con un rendimiento de 65 mn mientras ofrece importantes ventajas de costos más de 55SICR.
VII. Selección & Guía de la aplicación
- Guía de especificaciones
- Franja enrollada: Espesor 0.15-2.0 mm. Ideal para resortes de precisión, cuchillas.
- Plato en caliente: Espesor 2.0-20 mm. Utilizado para grandes troqueles, partes mecánicas.
- Alambre tirado por frío: Diámetro 1.0-10.0 mm. Para resortes de bobina, resortes de reloj.
- Essentials de control de calidad
- Control de descarburización: Los resortes críticos requieren profundidad total de descarb ≤1% del grosor (p.ej., ≤0.005 mm para una tira de 0.5 mm).
- Inclusiones no metálicas: Use la inspección ultrasónica (≥ accesorios 2 Para GB/T 10561) Para evitar la falla prematura de las inclusiones de tipo B.
- Uniformidad de dureza: La variación de dureza por lotes debe ser ≤3 hrc.
VIII. Tendencias de la industria & Perspectiva tecnológica
- Mejora de microalloy: Con la atención 0.02-0.05% NB refina la estructura de grano, potencialmente aumentando la resistencia a la tracción por 8-12%, habilitando el uso en resortes más grandes.
- Fabricación verde: Rolling directo de losas de fundición continuas (CC-HDR) reduce el consumo de energía por 15% y emisiones de co₂ por 20%.
- Tecnología de recubrimiento de superficie: PVD Cr coating or nitriding increases surface hardness to >800 HV, Mejora de la resistencia al desgaste por 30%, Adecuado para entornos corrosivos.
Conclusión
C75S Spring Steel mantiene una posición indispensable en resortes pequeños a medios y herramientas de corte de precisión debido a sus propiedades equilibradas, costo controlado, y amplia adaptabilidad del proceso. Impulsado por la luz liviana automotriz y la fabricación inteligente, La integración del diseño de materiales probablemente desbloqueará nuevas aplicaciones en campos emergentes como la nueva energía y la robótica. Se aconseja a los ingenieros que prioricen los productos de vigilancia delgada en el frío para aprovechar su alta precisión y calidad de la superficie, Al enfatizar el proveedor, las capacidades de fabricación de acero limpia para garantizar un rendimiento constante de material.


